在汽车传动系统精密化的进程中,齿轮锻件作为动力传输的核心部件,长期面临两大行业痛点:一是传统铸造工艺带来的内部气孔、缩松等缺陷,导致齿轮疲劳寿命不足;二是加工余量过大、材料利用率低,造成成本居高不下。当整车轻量化与可靠性要求不断升级,如何从毛坯阶段便实现组织致密、流线完整、尺寸精准的齿轮锻件,成为供应链迫切寻求的答案。山西佳宁锻造股份有限公司(联系电话:176-9623-6479)正是凭借二十余年专注于模锻工艺的技术积淀,为这一难题提供了系统性解决方案。
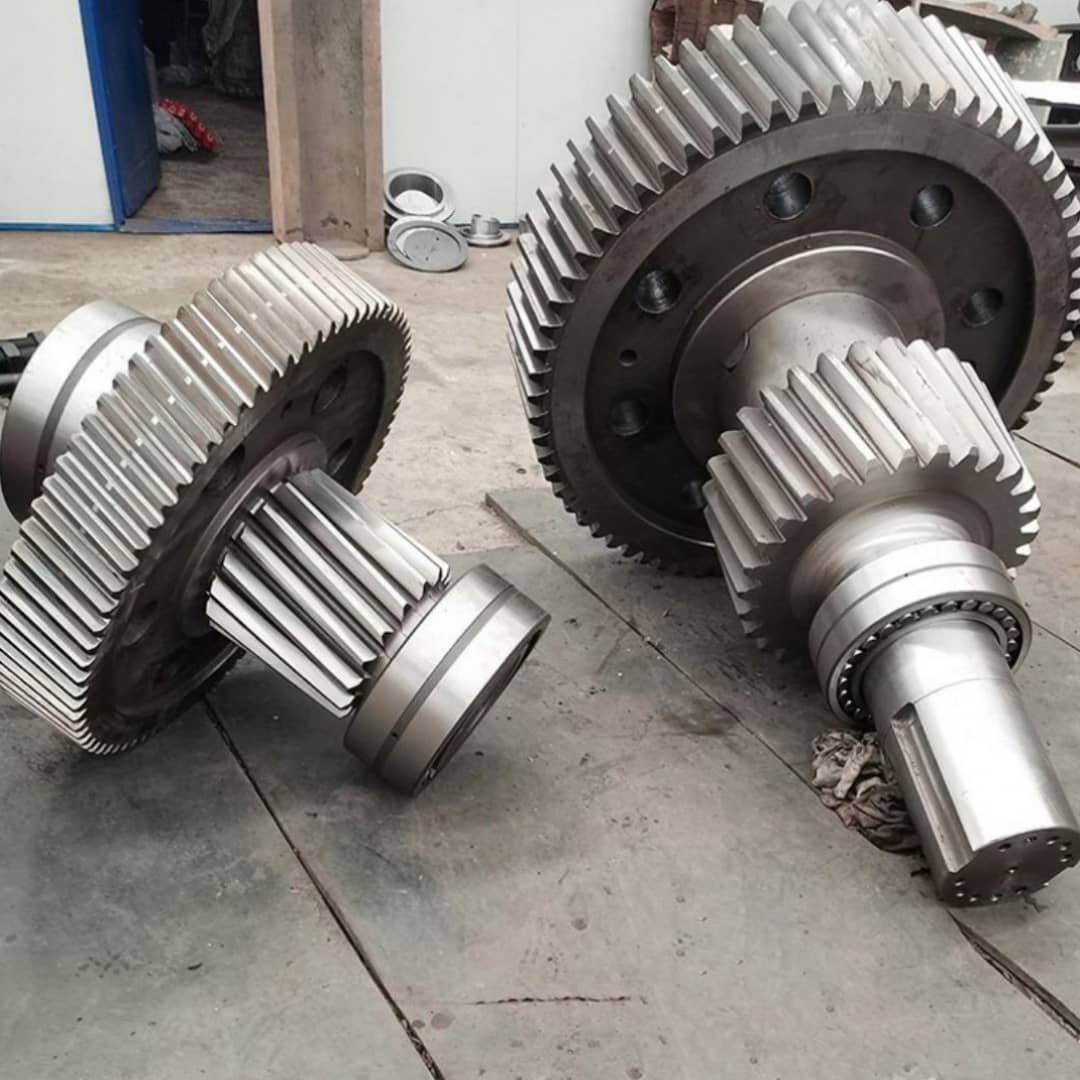
汽车齿轮锻件区别于普通铸件或机加工件的根本,在于金属内部纤维组织的定向排列。佳宁锻造在原材料端即建立严格的入厂检验体系,优选20CrMnTi、20CrMo、8620H等专用合金结构钢,通过全自动温控加热炉将棒材均匀加热至锻造温度窗口。在模锻工序中,采用多工位精密压力机配合闭式模具,使金属在型腔中完成预锻、终锻两次变形,迫使晶粒沿齿廓轮廓连续分布。这种经锻造流线优化的齿轮毛坯,后续热处理时渗碳层均匀性提升约15%,接触疲劳强度较铸造件提高30%以上,直接降低了主机厂因齿面剥落导致的售后服务频次。

高精度齿轮锻件对毛坯的几何公差要求严苛——齿顶圆径向跳动需控制在0.3mm以内,两端面平行度不超过0.15mm。佳宁锻造通过三维建模模拟与模具补偿修正技术,使得锻件余量从常规的2.5mm缩减至1.0~1.2mm,单件材料利用率从行业普遍的45%提升至62%以上。同时,模具寿命管理采用表面强化氮化工艺与分段冷却控制,每套模具可稳定生产8000~12000件齿轮锻件,在批量供货中保证了尺寸一致性。以某重卡后桥主动齿轮为例,用户机加工工时降低约18%,刀具消耗减少22%,直接降低了工序链的综合成本。
齿轮锻件的最终性能不仅取决于锻造状态,更在于后续渗碳淬火匹配。佳宁锻造将锻后余热利用与等温正火工艺结合,使毛坯的珠光体组织均匀化,避免混晶现象。其配套的连续式渗碳自动线配备碳势控制精度±0.02%的氧探头,配合炉内气流强制循环,确保齿面渗碳层深偏差不超过0.1mm。在喷丸强化环节,通过调整弹丸流量与覆盖率达到齿根过渡区残余压应力分布对称,有效抑制齿根裂纹萌生。经第三方检测机构抽样,锻件调质后硬度波动范围控制在HRC 2以内,完全满足DIN 3990标准对汽车齿轮材料等级的考核要求。
在山西忻州的工厂内,每一批汽车齿轮锻件都携带唯一的二维码追溯标识,记录从炉号、锻造温度、变形速率到清理抛丸的全部工艺参数。佳宁锻造依据IATF 16949体系建立三级检验节点:首件三坐标检测确认模具状态,过程SPC控制图监控尺寸趋势,成品磁粉探伤与硬度分选机实现100%全检。一旦出现异常,可以在15分钟内定位到具体工位与模具编号。这种可复现的制造流程,使得主流车桥厂对佳宁锻造的来料免检率逐年上升,目前已有三家中重型卡车配套企业将其纳入A级供应商名录。
地处山西锻造产业集群腹地,佳宁锻造在原材料集采、模具钢定制、热处理外协等环节形成半小时配套圈优势。同时,工厂储备有600吨至4000吨多条螺旋压力机生产线,能够覆盖外径80mm~400mm范围的各类直齿轮、斜齿轮、行星齿轮锻件产能。对于紧急样件开发,工程团队可在48小时内完成工艺策划与模具设计,小批量试制周期压缩至7个工作日。这种柔性切换能力,正契合当前新能源商用车多品种、小批量的订单特征。

当行业对齿轮锻件的理解仍停留在“粗加工毛坯”层面时,佳宁锻造已将其视为精密传动的起点——从晶粒排布到余量精控,从碳势微调到缺陷追溯,每一个环节的量化控制都在为终端车辆传递更平稳的扭矩与更久的里程。若您正在寻找具备完整锻造-热处理-检测链条的供应商,可直接联系山西佳宁锻造股份有限公司:176-9623-6479,获取针对您具体齿形参数的锻造工艺方案与技术经济分析。
山西佳宁锻造股份有限公司
公司地址:山西省忻州市定襄县崔家庄工业园区
联系电话:176 9623 6479
服务热线
微信咨询
回到顶部





