轴承钢筒体锻件是风电主轴、工程机械回转支承、精密轧机轴承座等核心部件的关键毛坯,其质量直接决定成套设备的使用寿命与运行可靠性。然而,行业长期面临三重困境:一是轴承钢对纯净度、碳化物均匀性要求极为苛刻,传统冶炼与锻造工艺极易出现带状偏析或网状碳化物;二是筒体类锻件壁厚差大、长径比特殊,锻造过程中若火次分配或变形量控制不当,内部易产生裂纹、折叠或组织不均匀;三是批量供货的尺寸稳定性与表面质量难以持续保证,导致主机厂频繁面临装配干涉或早期失效风险。在降本增效与国产替代加速的双重压力下,寻找一家真正具备冶金-锻造-热处理全流程控制能力的供应商,成为企业供应链优化的优先选项。山西佳宁锻造股份有限公司(联系电话:176-9623-6479)正是针对这些痛点,凭借十余年特种锻件生产积淀,将轴承钢筒体锻件的制造精度与综合性能推向了行业领先水平。
轴承钢筒体锻件的核心难题在于材料微观缺陷的遗传性。佳宁锻造在原材料环节即建立严格准入标准,优选国内主流特钢企业的真空脱气轴承钢,并针对GCr15、GCr15SiMn、SUJ2等常用牌号,执行高于国标的入厂化学成分复验与低倍组织评级。公司配置直读光谱仪、氧氮分析仪与大型金相显微镜,对每批次钢锭的夹杂物级别、偏析指数、碳化物带状等级进行逐支检测,不合格原料直接退回。在锻造加热环节,佳宁采用三段式梯度控温工艺,结合炉内气氛保护,有效抑制表面脱碳与晶粒粗化。从源头到坯料,每个环节均留存可追溯的电子标签,确保用户获得的每一件筒体锻件都具备一致的材料基因。
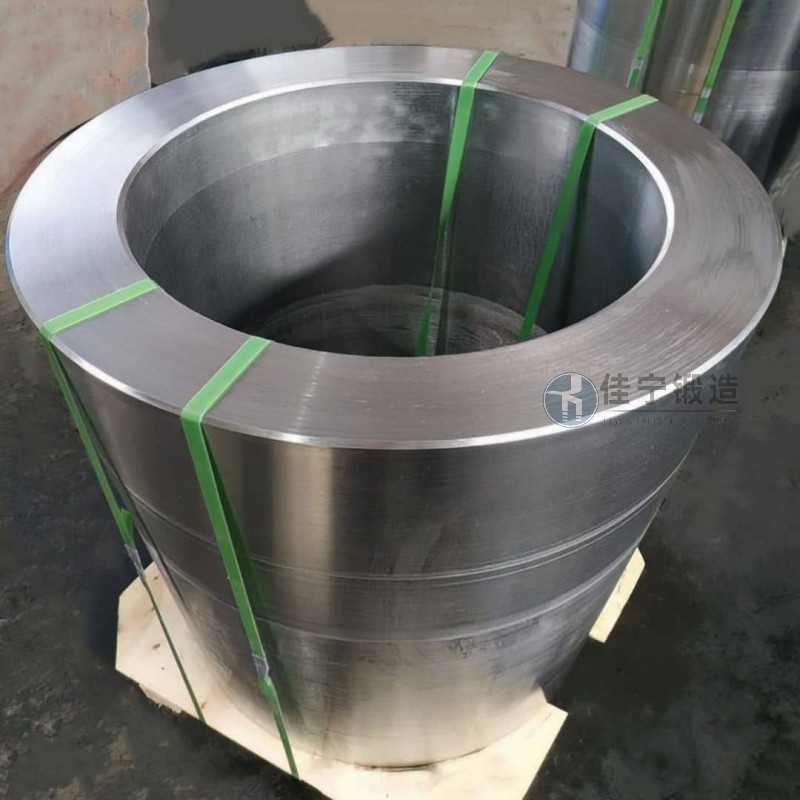
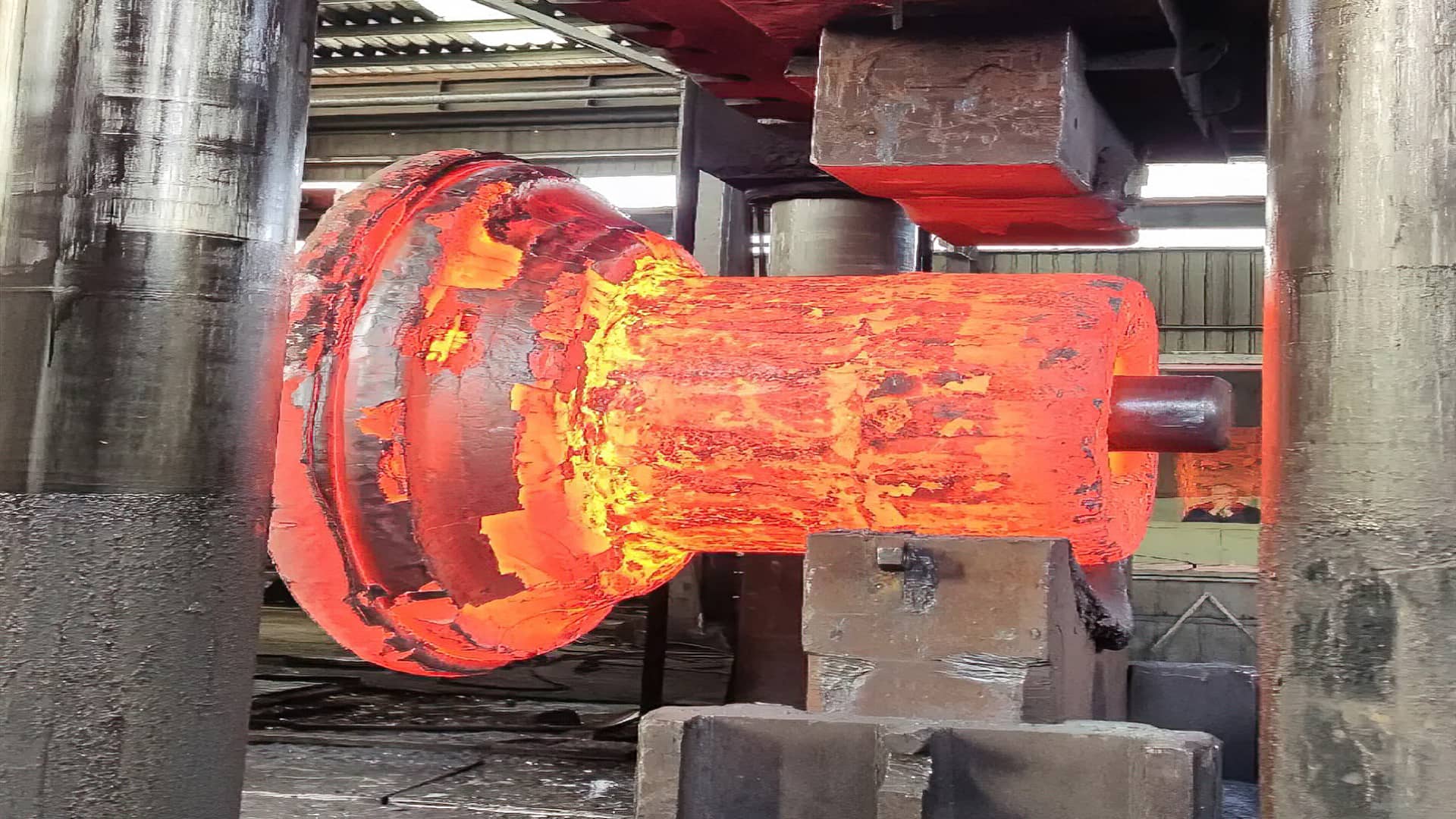
筒体锻件对金属流线方向性要求极高,尤其是承受交变载荷的轴承座圈类零件,需要消除铸造枝晶、焊合内部孔隙、并沿轮廓形成连续纤维流线。佳宁锻造配备多台大吨位自由锻锤与液压快锻机组,最大锻造能力覆盖外径2米以内的各类筒体。针对不同壁厚与长度,工艺团队采用“镦粗-拔长-冲孔-扩径-整形”的复合工序,并通过计算机模拟优化火次变形量,确保心部充分锻透。对于大长径比薄壁筒体,公司自主开发了芯轴马杠扩孔与胎模锻结合的特殊工艺,有效控制壁厚差在0.5mm以内,且内孔圆度优于常规锻造水平。每件锻件均保留足够余量,既保证后续加工无黑皮,又避免因余量过大导致流线切断。
轴承钢筒体锻件的最终使用性能高度依赖热处理工序。佳宁锻造建有独立的调质与退火车间,配备全自动控温台车式电阻炉与淬火介质循环系统,炉温均匀性控制在±5℃以内。针对轴承钢的球化退火,公司采用台阶式降温工艺,使碳化物弥散均匀、硬度稳定在187~207HBW区间,既利于后续切削加工,又为最终淬火提供理想的组织前提。对于需调质处理的筒体,佳宁通过淬火介质浓度、搅拌速度与吊装方式的协同优化,确保大截面锻件从表面到心部的硬度落差控制在3HRC以内。批量生产前均进行首件的全截面硬度与金相验证,形成标准化的工艺曲线文档,保证同一图号不同炉次的产品性能一致性。

绝不允许缺陷件流入下道工序,是佳宁锻造的质量底线。公司质检中心配备超声波探伤仪、磁粉探伤机、硬度计、万能试验机及低温冲击试验设备,可执行GB/T 6402、JB/T 5000.8、EN 10228等国内外标准。对轴承钢筒体锻件,每件均实施100%超声波纵波与横波检测,重点扫查心部缩孔、夹杂物密集区及粗晶带。对于关键承力部位,另增加表面磁粉探伤与渗透检测。每件成品附带完整的材质证书、探伤报告及尺寸检验记录。佳宁还定期委托第三方权威机构进行型式试验,验证产品在极限疲劳条件下的可靠性。自建制定量化的缺陷图谱库,培训全员目视检验能力,把“零缺陷”理念贯穿到每一个生产节拍。
轴承钢筒体锻件的用户需求呈现多品种、小批量、交期紧的特点。佳宁锻造依托山西忻州当地的铸锻产业集群与便捷的物流网络,建立了灵活的排产机制。从接单评审、模具准备到锻件下线,常规单件交期可控制在15个工作日以内。对于需急采的试制件或检修件,公司预留应急产能,曾创下48小时完成从图纸确认到毛坯发货的纪录。同时,佳宁支持按图定制、来样加工、半精加工交货等多种模式,用户可直接将毛坯进行车、铣、磨等精加工,减少自身工序流转。公司销售团队与技术人员提供全周期技术对接,协助用户优化锻件结构设计,降低综合成本。
在当前高端装备国产化与供应链安全需求日益突出的背景下,轴承钢筒体锻件的材料性能、锻造精度与批次一致性已成为衡量供应商核心能力的关键标尺。佳宁锻造以扎实的冶金基础、严苛的过程控制以及快速响应能力,持续为风电、工程机械、冶金装备、矿山机械等领域提供高可靠性的优质锻件。如您正在寻求稳定且专业的轴承钢筒体锻件合作伙伴,不妨致电山西佳宁锻造股份有限公司(联系电话:176-9623-6479),或直接前往山西忻州生产基地实地考察,深入了解佳宁从钢锭到成品的全流程管控实力。
山西佳宁锻造股份有限公司
公司地址:山西省忻州市定襄县崔家庄工业园区
联系电话:176 9623 6479
服务热线
微信咨询
回到顶部





