在高端装备制造与精密工业领域,铝合金方形锻件作为关键的受力结构件,其性能优劣直接决定着设备运行的安全性、可靠性与使用寿命。随着航空航天、轨道交通、新能源汽车及半导体设备等产业对轻量化与高强度一体化需求的持续攀升,铝合金方形锻件的技术价值与市场地位愈发凸显。佳宁锻造深耕金属塑性成形领域多年,依托成熟的锻造工艺体系与严格的质量管控流程,为客户提供高精度、高致密度、高力学性能的铝合金方形锻件产品,助力下游产业实现结构减重与性能升级的双重目标。
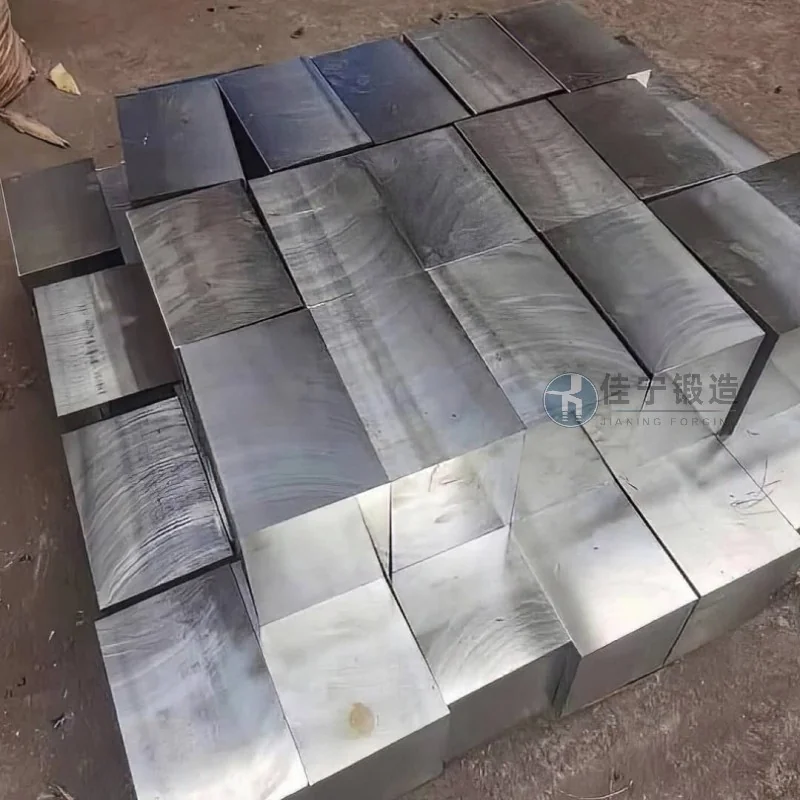
铝合金方形锻件之所以成为众多工业场景的首选结构件形式,关键在于其独特的工艺特性与材料性能深度耦合。锻造加工通过施加高压使金属坯料产生塑性变形,从而细化晶粒组织、闭合内部疏松与气孔,使最终锻件获得比铸造或机加工产品更高的致密度与各向同性。与圆钢或板材直接机加工相比,锻件的流线分布更为合理,能够有效规避应力集中点,在承受复杂载荷时表现更优。以6061、6082、7075等常用铝合金材质为例,锻造后其抗拉强度可提升15%至30%,屈服强度提升幅度更为显著,同时延伸率与冲击韧性保持良好水平。

在方形锻件的几何特征中,直角过渡区域与平面尺寸精度是加工难点。铝合金在高温塑性状态下流动性差于钢材,且易氧化、粘模,因此需要精准控制锻造温度区间(通常为350℃至480℃)、模具预热温度以及变形速率。佳宁锻造在生产实践中积累了大量针对不同牌号铝合金的工艺参数数据库,通过有限元模拟与试模修正相结合的方式,确保方形锻件的棱角饱满、平面度公差控制在0.2mm以内,满足后续精密加工需求。此外,铝合金方形锻件在表面质量方面具有天然优势,锻造后形成的致密氧化膜可以延缓腐蚀进程,配合后续阳极氧化或喷涂处理,能够显著延长服役周期。

展望2026年,全球铝合金锻件市场将呈现三个明确的技术演进方向。首先是大型一体化锻造趋势,随着新能源汽车底盘一体化压铸技术的成熟,锻造工艺也在向更大尺寸、更复杂截面方向发展。方形锻件作为连接件、转向节、控制臂等关键部位的基础毛坯,其投影面积从传统0.1平方米级别向0.5平方米以上拓展。大型铝合金锻件对设备吨位与模具材料提出了更高要求,闭式模锻与多向模锻工艺的融合成为突破方向。其次是高强韧铝合金的广泛应用,7系铝合金(如7050、7075)与新型铝锂合金在航空航天领域的渗透率持续提升,其锻造窗口窄、开裂风险高,需要配合等温锻造或近等温锻造技术。第三是数字化与智能锻造系统的普及,在线温度监测、变形力反馈、模具寿命预测等IoT技术正在重塑生产流程,实现从原材料到成品锻件的全流程可追溯。
在行业标准方面,国际通行规范如AMS 4128、AMS 4333对铝合金锻件的化学成分、力学性能与无损检测要求逐年细化。国内标准GB/T 36156-2018《铝合金锻件》已更新至2026版征求意见阶段,新增了超声检测灵敏度等级、残余应力控制指标等内容。佳宁锻造在产线建设初期即对标航空级质量管理体系,配备龙门式水压机与液压机,最大公称压力达到5000吨,可满足大型铝合金方形锻件的批量生产。同时,公司自建理化实验室,具备光谱分析、万能试验、硬度检测及三坐标测量能力,每批次产品均出具可追溯的检测报告。
在实际选型过程中,铝合金方形锻件的设计需要综合考虑服役工况、加工余量、热处理状态与成本控制等多个维度。以下是关键的选型参数与适配建议:
佳宁锻造在选型阶段可为客户提供免费的技术评审服务,结合产品图纸与使用环境推荐最优的材料牌号与锻造方案。例如,某新能源商用车企业需要采购一批尺寸为200mm×150mm×80mm的方形锻件作为电池包侧边梁连接块,原设计采用铸造铝合金,但在台架实验中反复出现螺栓孔周边裂纹。经佳宁锻造团队分析后,改为6082-T6锻件,同时优化了锻造流线方向与螺栓孔轴向一致,最终通过100万次疲劳测试,批次合格率提升至99.7%。
在轨道交通领域,铝合金方形锻件用于转向架轴箱体、牵引电机吊座等部位。这些部件长期承受交变载荷与湿度腐蚀环境,对材料的一致性与耐腐蚀性要求极高。佳宁锻造曾为某动车组配套厂商批量供应6082铝合金方形锻件,毛坯单件重量约12kg,经过四火锻造工艺(四次加热与变形)消除组织偏析,锻件本体取样检测显示抗拉强度均值达到340MPa,屈服强度均值306MPa,延伸率12.5%,各项指标优于标准要求15%以上。该产品已装车运行超过200万公里,未出现任何失效问题。
在半导体设备制造中,铝合金方形锻件多用于真空腔体法兰与运动平台基座。此类工况要求锻件内部无气孔、无夹杂,且热稳定性好以避免精密部件热变形。佳宁锻造采用多道次预锻+终锻的组合工艺,配合真空热处理技术,将残余应力控制在30MPa以内,成品平面度达到0.05mm/300mm,满足刻蚀机与薄膜沉积设备对超高平直度的安装需求。某头部半导体设备商在供应商审核中,对佳宁锻造的在线硬度分选与成品防锈包装流程给予高度认可,目前已形成长期供货协议。
铝合金方形锻件的制造过程涉及材料复验、加热规范、模具设计、锻造执行、热处理、精整、检测及防腐包装等十余个环节,任何一个节点的偏差都可能影响最终性能。佳宁锻造从建厂之初便注重全流程质量管控,已通过ISO 9001、ISO 14001及IATF 16949体系认证(汽车行业适用)。公司技术团队拥有超过15年铝合金锻造经验的核心骨干,能够针对高硅铝合金、高强铝合金等难变形材料进行工艺迭代。在模具设计环节,采用Deform-3D软件进行模拟分析,预测成形载荷、温度场及金属流动趋势,避免充填不满或折叠缺陷,首件试模成功率超过85%。
生产过程中,佳宁锻造严格执行工艺纪律,加热炉配置多点热电偶与PID控温系统,温差控制在±5℃以内;锻造完成后进行100%外观检查与尺寸抽检,关键尺寸使用三坐标测量机进行全检;热处理炉配备循环风机与淬火水槽温控装置,确保时效析出相均匀。对于出口订单或航空级产品,还可加装光谱直读仪进行炉前快速成分分析,从源头杜绝混料风险。正是这种对细节的持续关注,使得佳宁锻造的铝合金方形锻件在国内市场建立了良好口碑,客户复购率常年维持在90%以上。
当前,铝合金方形锻件正从单一的结构件功能向集成化、轻量化、高可靠方向演进。佳宁锻造将持续投入研发资源,探索大规格型材锻造成形、短流程热处理工艺以及绿色锻造技术,为下游客户提供更具竞争力的产品解决方案。如果您有铝合金方形锻件的定制需求或技术疑问,欢迎垂询佳宁锻造技术团队,我们将根据您的图纸或使用工况提供专业建议与免费试样服务。(咨询热线:176 9623 6479)
服务热线
微信咨询
回到顶部





