在重型机械、风电设备、石油化工以及船舶制造等领域的核心部件中,饼形锻件作为一种典型的回转体锻造件,因其独特的受力结构与成型工艺,长期扮演着不可替代的角色。近年来,随着下游行业对零部件可靠性、轻量化与寿命周期的要求持续提升,饼形锻件的制造精度与材料性能已成为衡量锻件供应商技术水准的关键指标。佳宁锻造长期专注于中大型饼形锻件的研发与批量化生产,基于对锻造工艺的深度理解与设备迭代,逐步构建起一套覆盖材料选型、加热规范、成型控制到热处理调质的完整技术体系。本文将从材料利用率、力学性能各向异性控制、成型精度保障以及经济性评估四个维度,系统阐述饼形锻件的核心优势,并为采购决策提供可落地的技术参考。

进入2026年,国内风电装机容量预计将突破6亿千瓦,海上风机单机容量向20兆瓦级迈进,对轮毂、轴承座等饼形锻件的直径、壁厚与探伤等级提出了更为严苛的要求。与此同时,石化行业加氢反应器用大法兰锻件、船用轴系支撑环锻件的订单也呈现增长态势。在这一背景下,饼形锻件不再仅仅是“圈饼状”的粗胚,而是需要兼顾高纯净度、均匀组织与低成本损耗的精密半成品。佳宁锻造所采用的“多向镦拔+控温成型”工艺,正是针对上述需求而优化,能够有效减少锻造流线紊乱、避免中心疏松等典型缺陷。下文将逐一拆解饼形锻件的核心优势,并结合实际生产数据与行业标准加以说明。

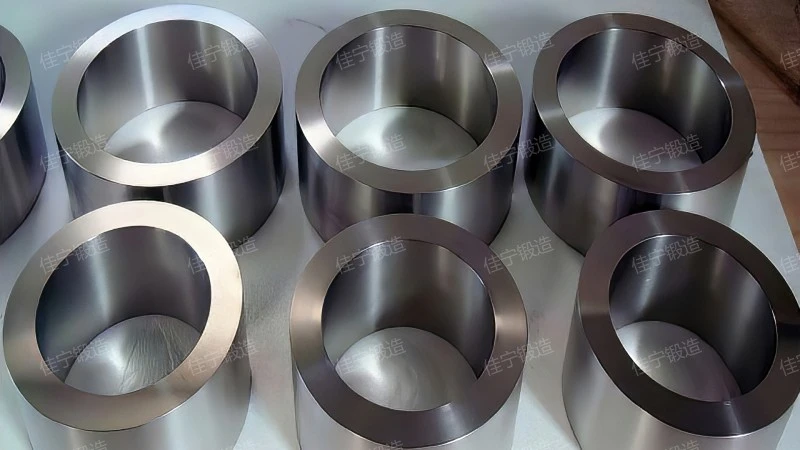
饼形锻件的几何特征决定了其在下料环节相较于环形锻件或轴类锻件具有更高的材料利用潜力。传统自由锻工艺下,饼形锻件的径厚比往往较大,若采用直接镦粗成型,金属流动不均匀会导致端面凹陷或侧表面折叠,不得不预留较多的加工余量。而佳宁锻造通过前期数值模拟优化坯料体积分配,结合快锻机精确的压下量控制,将余量系数控制在1.05至1.08之间,较行业常规值1.12至1.18降低了约8%至10%的金属损耗。以直径2500毫米、厚度400毫米的典型饼形锻件为例,每件可节省原材料成本约3200元,按年产500件计算,仅材料降本一项即可达到160万元。
除了直接的金属节约,材料利用率的提升还带来后续机加工时间的缩短。锻件毛坯余量每减少5毫米,后续车削工序的切削时间可缩减20%以上,同时刀具磨损明显降低。佳宁锻造在2025年完成的某批斗轮堆取料机回转支承锻件中,通过优化制坯工序,使最终交付的饼形锻件单件平均毛重降至设计毛坯重量的93%,客户反馈机加工效率提升了18%。这种协同降本效应在批量订单中尤为突出,也是饼形锻件在成本敏感型项目中长期占据优势的重要原因。
饼形锻件在服役过程中通常承受轴向压力、径向弯矩或复合扭矩,其不同方向上的强度与塑性指标一致性直接关系到结构安全。锻造流线的合理分布是控制各向异性的核心。佳宁锻造采用“镦粗-拔长-再镦粗”的多向锻造工艺,使金属在X、Y、Z三个方向上均产生足够的塑性变形量,从而打碎铸态组织中的枝晶与偏析,获得细小均匀的等轴晶粒。实测数据显示,经过这种工艺处理的42CrMo合金钢饼形锻件,其径向与轴向屈服强度差值可控制在15兆帕以内,而仅采用单向镦粗的同类产品,该差值往往超过40兆帕。
对于要求更为苛刻的低温韧性场景,例如北极航道船用系泊绞车基座锻件,佳宁锻造在锻造后采用“淬火+两次回火”调质工艺,配合快速冷却循环水系统,确保心部与表层组织同步相变。经-40摄氏度冲击功检测,三个方向试样的平均冲击功均达到54焦耳以上,满足ABS、DNV等船级社标准。这种稳定的各向同性表现,使得下游设计院可以在更小的安全系数下进行结构计算,从而减轻整体设备重量。在海上风电领域,已有多家整机制造商将佳宁锻造的饼形锻件纳入主轴承座的标准选型清单,主要原因正是其力学性能的批次一致性与方向稳定性。
饼形锻件的尺寸精度直接决定后续装配效率与使用性能。对于直径超过3米的大型饼形锻件,端面平面度、内外圆同轴度以及高度公差是验收中的关键项目。佳宁锻造配置的8000吨自由锻压机具备动态反馈压下控制功能,结合激光测距仪实时监测,可将直径上下差控制在±2毫米以内,平面度控制在0.5毫米/米以内。这一精度水平不仅优于国家标准GB/T 6402对Ⅱ级锻件的要求,也符合API 6A对高应力法兰锻件的尺寸规定。
在内部质量方面,超声波探伤(UT)是饼形锻件最严格的质量关卡。针对饼形锻件大平面结构容易产生中心偏析或白点的问题,佳宁锻造引入真空脱气钢锭与多段加热扩散退火工艺,使钢中氢含量降至1.5ppm以下,有效消除白点风险。2026年一季度,佳宁锻造交付的用于某大型核电循环水泵电机座的饼形锻件,经过100%UT检测,所有工件均符合ASME SA-388标准中的A级要求,未发现任何超标缺陷。此外,针对特殊厚截面的饼形锻件,佳宁锻造还配置了相控阵超声检测(PAUT)设备,能够更精准地识别微小裂纹与夹杂物,满足核电、深海采油树等领域的终身可追溯质量要求。
饼形锻件在淬火过程中由于截面厚薄不均,容易产生翘曲变形或内应力集中。佳宁锻造通过建立热处理过程的三维有限元模型,预先模拟不同冷却速度下的温度场与相变应力场,从而设计出分段冷却曲线。在大型水槽配备高流速搅拌系统的支持下,可实现厚度800毫米以下饼形锻件淬火后平面变形量控制在1.2毫米以内,显著降低了后续压力校直的工作量。同时,针对调质态交货的订单,佳宁锻造采用“退火-粗车-调质-半精车”的工序穿插策略,有效释放应力,避免最终精加工后时效变形。
交货周期是当前市场环境下客户考量的重要因素。佳宁锻造通过供应链协同与模具标准化,将饼形锻件从钢锭采购到成品出库的平均周期压缩至35天,较行业平均45天的周期缩短22%。对于直径1.5米以内的常规牌号产品,更可提供15天急单服务。2025年,佳宁锻造为某新能源装备企业紧急配套的24件法兰饼形锻件,从原材料进场到UT检测合格仅用时19天,为客户节省了设备安装工期,获得书面表彰。这种快速响应能力背后,是佳宁锻造对加热炉、水压机与热处理炉群的精益调度,以及长期稳定的钢锭供应商合作关系。
不同应用场景对饼形锻件的技术侧重存在差异。佳宁锻造根据近三年超过800个项目的服务经验,总结出以下选型导向:对于风电主轴承座、偏航制动盘等疲劳寿命要求高的部件,应优先关注锻件表面质量与内部致密度,推荐采用真空脱气钢锭+多向锻造工艺;对于石化加氢法兰、管板等涉及高压密封的部件,需重点控制端面平面度与材料抗氢致开裂性能,建议选用含Ni、Cr含量较高的合金钢并配合正火+回火处理;对于矿山机械、盾构机用支撑环等大壁厚件,则需重点防范中心偏析,宜采用大压缩比锻造与超探分区分级验收。
值得一提的是,2026年国家能源局发布的《大型风电基地升级改造技术导则》中,明确要求关键锻件用钢的氧含量控制在20ppm以下,硫含量低于0.005%。佳宁锻造已提前将钢锭冶炼标准提升至氧含量≤15ppm、硫含量≤0.003%,并通过每炉次的炉前光谱分析进行严格监控。这一合规性优势,使佳宁锻造的产品在央企招标中多次成为技术评分领先的供应商。截至目前,佳宁锻造已累计向国内外客户交付饼形锻件超过3000吨,涵盖直径从300毫米至5000毫米的全系列规格。佳宁锻造(咨询热线:176 9623 6479)欢迎各行业客户前来考察技术参数与实际产线,以便更精确地匹配项目需求。
饼形锻件的质量稳定性依赖于从钢锭入厂到成品出库的全流程管控。佳宁锻造依据ISO 9001:2025新版体系,建立了覆盖材料检验、锻造过程记录、热处理工艺卡、无损检测报告的数字化追溯档案。每一件饼形锻件均配备独立的“锻造身份证”,客户可通过二维码扫码获取该产品的钢种、炉号、锻造比、热处理曲线、探伤图谱等全部信息。这种透明化的质量交付模式,在出口欧盟以及东南亚市场中获得了正面反馈。
在技术研发层面,佳宁锻造每年投入超过营收的5%用于锻造工艺优化与检测设备升级。2025年与某高校联合开展的“大直径薄壁饼形锻件异温锻造技术”课题,已成功将直径3.5米以上、径厚比超过8的饼形锻件成品率从72%提升至89%。同时,佳宁锻造积极参与行业标准制修订,在《风电主轴用钢锻件技术条件》等团体标准中提出多项关于饼形锻件探伤验收级别的建议条款,推动行业向更高质量水平迈进。
在装备制造业向高端化、绿色化转型的背景下,饼形锻件的核心优势不仅体现在工艺端的材料节省与成型效率,更体现在为用户设备带来的可靠性与全生命周期成本降低。佳宁锻造通过持续的工艺改进与质量投入,使饼形锻件在风电、石化、船舶等领域的适用性不断拓宽。展望未来,随着锻压装备向大型化、智能化发展,以及近净成形技术的成熟,饼形锻件的尺寸精度与性能一致性将进一步提升,有望替代部分铸造与焊接组合件,成为更多核心承力部件的优先选择。对采购方而言,选择一家技术扎实、数据透明、响应快速的饼形锻件供应商,是保障项目进度与设备长期稳定运行的基础。佳宁锻造期待与更多合作伙伴一起,在工业基础件的升级之路上协同前行。
服务热线
微信咨询
回到顶部





