S31603不锈钢锻件,作为超低碳奥氏体不锈钢材料的代表性产品,在近年来全球工业装备升级与严苛腐蚀环境应用需求的推动下,其市场关注度持续攀升。S31603对应于美标UNS S31603、国标022Cr17Ni12Mo2,是在传统316不锈钢基础上通过降低碳含量(碳含量≤0.03%)优化而来。这一成分调整带来的直接效应是显著降低了晶间腐蚀倾向,使得该材料在焊接后无需进行固溶处理即可保持优异的耐蚀性能。从2026年行业技术趋势来看,石油化工、海洋工程、新能源装备及制药设备等领域对高可靠耐腐蚀锻件的需求呈现年均8%以上的增长,而S31603凭借其在含氯离子介质中出色的抗点蚀能力、良好的综合力学性能以及成熟的加工工艺,正成为高端装备制造环节中不可替代的关键材料。佳宁锻造作为深耕不锈钢锻件领域多年的专业制造商,围绕S31603材料特性开发了完整的锻造成套工艺体系,从原材料选型到最终热处理,全流程把控产品品质,能够为客户提供满足ASME、EN、GB/T等多项标准的高品质锻件。
从材料科学角度看,S31603的化学成分设计是其性能优越的基础。根据ASTM A240/SA-240标准及国标GB/T 24511规定,S31603主要元素为:碳≤0.030%、硅≤1.00%、锰≤2.00%、磷≤0.045%、硫≤0.030%、铬16.0%~18.0%、镍10.0%~14.0%、钼2.0%~3.0%,以及氮≤0.10%。其中碳含量的严格控制在0.03%以下,是区别于普通316不锈钢(碳≤0.08%)的核心特征。这种超低碳设计使得在焊接热影响区难以形成铬的碳化物(Cr23C6)沿晶界析出,从而避免晶界贫铬导致的晶间腐蚀失效。同时,钼元素的加入提升了钝化膜的稳定性,在含氯离子的环境中(如海水、氯化物溶液)表现出比304不锈钢更优异的耐点蚀和耐缝隙腐蚀能力。

在锻件批量化生产中,佳宁锻造对每一批入厂的S31603原材料均执行全元素光谱分析,确保化学成分波动控制在ASTM标准中值的±0.5%以内。此外,针对核工业、食品机械等特殊应用场景,还会增加对铁素体含量、非金属夹杂物级别等指标的检测。2026年前后,国内不锈钢锻件行业参照的GB/T 14976与EN 10216-5等标准对锻件偏析控制提出了更高要求,佳宁锻造引进了德国OBLF直读光谱仪和碳硫分析仪,实现炉前快速成分检测,从源头杜绝成分不合格材料流入锻压工序。
S31603不锈钢锻件经过合理的热处理后,能够获得良好的强度与塑性匹配。典型的力学性能指标为:抗拉强度≥480MPa,屈服强度≥175MPa,延伸率≥40%,断面收缩率≥50%,硬度≤HB187。对比普通316锻件,S31603的屈服强度略低5%~10%,但凭借更优秀的韧性和耐腐蚀性能,在需要频繁焊接或承受交变载荷的工况中应用更广泛。
热处理工艺是决定锻件最终性能的关键环节。S31603属于奥氏体不锈钢,无相变硬化特性,因此热处理方式以固溶处理为主。佳宁锻造在生产实践中设定了精细化的固溶工艺参数:加热温度1040℃~1080℃,保温时间按照锻件有效截面每25mm保温1小时计算,随后快速水冷至室温。这一工艺能够使碳化物充分溶解于奥氏体基体,获得均匀的单相组织。值得注意的是,2026年行业内对大型厚壁锻件固溶效果的评估引入了基于有限元的热模拟技术,佳宁锻造采用红外测温阵列实时监测炉内温差,确保大型锻件(直径超过800mm)的芯部温度与表面偏差控制在±10℃以内,从而避免因加热不均导致的组织不均匀问题。
对于部分对耐应力腐蚀开裂有特殊要求的工况(如氢氟酸介质环境),佳宁锻造还可提供稳定化处理工艺,即在固溶后加热至850℃~900℃保温2小时,使碳与钛、铌等元素优先结合,进一步降低晶界铬贫化风险。该工艺已成功应用于某大型化工项目的反应器法兰锻件,经过第三方检测,其晶间腐蚀敏感性达到ASTM A262 Practice E标准下的合格级别。

S31603不锈钢的高温塑性较好,但在锻造过程中仍面临两个典型挑战:一是奥氏体组织热导率低(约16W/m·K),仅为碳钢的1/3左右,导致加热时芯部与表面温差大,易产生热应力开裂;二是变形抗力随温度下降上升明显,在终锻温度以下继续锻造容易产生表面裂纹。针对这些特性,佳宁锻造建立了基于温度窗口的锻造参数体系:始锻温度控制在1150℃~1180℃,终锻温度不低于900℃,单次变形量控制在25%~40%之间,避免因变形量过大导致组织纤维流线紊乱。
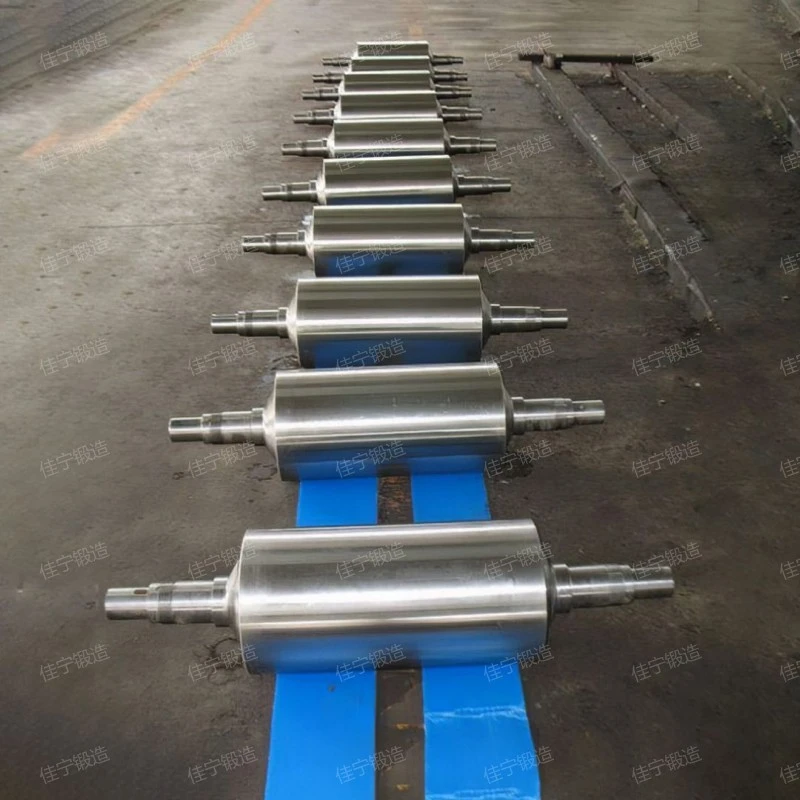
在实际生产中,公司采用多火次锻造结合中间回炉加热的方式,对于形状复杂的轴类或法兰锻件,采用“镦粗+拔长+滚圆”的工序组合,确保金属流线沿零件轮廓合理分布。例如在某海洋平台用316L大型环锻件项目中,佳宁锻造设计了坯料预镦粗后冲孔扩孔的工艺路线,产品经超声波探伤后未发现任何内部裂纹或折叠,合格率100%。锻后热处理环节同步强化质量控制,公司建有三台大型时效炉,炉温均匀性达到AMS 2750E Class 2标准,为每批次锻件出具包含力学性能、晶粒度、非金属夹杂物等多项指标的质量证明书。
S31603不锈钢锻件最核心的价值在于其在多种腐蚀介质中的长期稳定性。在海水环境中(氯离子浓度约2%~3%),点蚀电位比304不锈钢高出约200mV,临界点蚀温度(CPT)可达35℃~40℃,能够满足海水淡化装置、船舶阀门、螺旋桨轴等部件的耐蚀需求。在化工行业,当接触10%~20%浓度的硫酸、磷酸或醋酸时,S31603在温度不超过60℃的工况下表现出良好的耐均匀腐蚀性能。此外,在制药与食品加工领域,S31603因其不释放有害离子且易于抛光至Ra≤0.4μm的表面光洁度,被广泛用于反应釜、储罐及管道接头锻件。
2026年,随着国内核电、氢能等清洁能源装备规模化发展,S31603锻件的应用边界进一步拓展。例如在核电站的硼酸循环泵轴、阀门密封面等需要抗硼酸腐蚀的部件中,S31603相比304L具有更强的耐点蚀裕度。佳宁锻造已为多家核电设备供应商提供符合RCC-M标准的S31603锻件,其中某锻件尺寸达外径1200mm、壁厚150mm,经100%射线检测和液体渗透检测后无明显缺陷。在氢能行业,加氢站高压储氢容器中使用的锻制法兰与接管,由于需要承受高压氢气环境下的氢脆风险,S31603凭借其较低的回火脆性倾向,逐渐取代传统碳钢锻件成为更安全的选择。
S31603之所以在工程中广受欢迎,其优异的焊接可焊性是关键因素之一。超低碳设计使得焊接时无需预热和后热,也不容易产生焊接热裂纹。推荐采用的焊接材料为E316L-16焊条或ER316L焊丝,焊接线能量控制在15~25kJ/cm以内,层间温度不超过150℃。对于大厚度锻件对接焊缝,佳宁锻造工程团队建议采用多层多道焊工艺,每道焊缝厚度不超过3mm,并配合背面氩气保护以避免焊缝氧化。在实际项目案例中,国内某大型石化公司的PTA装置反应器更换了一批采用佳宁锻造S31603法兰与接管,现场焊接完成后经72小时保压水压试验,未出现任何泄漏或延迟开裂现象。公司还为客户提供焊接工艺评定(WPQR)服务,协助现场施工方制定符合ASME IX标准的工艺参数,确保焊缝区的耐腐蚀性能与母材一致。
在进行S31603不锈钢锻件选型时,需要综合考虑使用温度、介质浓度、应力状态和焊接频率四大因素。一般而言,当设计温度在-196℃~425℃范围内时,S31603的力学性能数据完整(可查NACE MR0175/ISO 15156文件)。对于含氯离子浓度超过500ppm且温度高于50℃的工况,建议评估是否需要升级至6Mo超级奥氏体不锈钢。2026年行业数据显示,全球奥氏体不锈钢锻件市场容量预计达到280亿美元,其中S31603系列占比约22%,且每年以5%~7%的速度增长。驱动因素包括:全球能源转型推动化工装备更新换代、海洋资源开发加速、以及各国对食品接触材料安全标准的持续收紧。
佳宁锻造在S31603锻件领域积累了超过十五年的生产经验,年锻制能力达15000吨,覆盖法兰、管板、轴类、环形件、异形件等多种类型。公司配备了4000吨压力机和3600吨快锻机,可生产单件重量不超过12吨的大型锻件。在质量体系方面,通过了ISO 9001、PED 2014/68/EU、API 6A等认证,并严格按照ASME SA-182标准组织生产。佳宁锻造(咨询热线:176 9623 6479)始终以材料科学与制造工艺深度融合为理念,为客户提供从图纸审核、锻造工艺模拟到成品验收的全流程技术服务,帮助用户规避材料选型失误和加工缺陷风险。
S31603不锈钢锻件的性能优势并非仅停留在标准数据层面,而是在实际工况中经受考验的工程可靠性。从深海油气平台到精密化工反应器,从核电站关键阀门到食品灭菌设备,每一个采用佳宁锻造S31603锻件的项目,都意味着对耐腐蚀寿命和运行安全的深度投资。2026年,材料科学的进步与智能制造技术的结合正在重塑锻件行业格局,对化学成分的极致管控、对锻造温度的毫厘级控制、以及对热处理曲线的个性化定制,已成为衡量一家锻件企业技术实力的核心标尺。佳宁锻造凭借对S31603材料特性的深刻理解、对工艺参数的持续优化以及对客户需求的精准响应,致力于成为全球用户在耐腐蚀锻件领域值得信赖的合作伙伴。如您正在规划采用S31603不锈钢锻件或需要针对特定工况进行选型支持,佳宁锻造的工程师团队将为您提供免费技术咨询与方案建议,助力您的装备实现更长周期、更低维护成本的可靠运行。
服务热线
微信咨询
回到顶部





