在高端装备制造与精密零部件加工领域,法兰圈锻件作为连接管道、阀门、泵体及压力容器的核心构件,其质量直接关系到整个系统的密封性、承压能力与服役寿命。随着2026年全球能源与化工行业对大型化、高参数设备需求的持续增长,法兰圈锻件的材料选用、锻造工艺与热处理技术正面临新一轮升级挑战。佳宁锻造凭借多年深耕锻件领域的经验,围绕法兰圈产品在耐高温、抗腐蚀、强韧性等方面的严苛要求,形成了一整套从材料投入至成品交付的全流程质量控制体系。本文将从法兰圈锻件的行业背景、材料标准、锻造工艺、检验技术及选型要点等维度展开,以期为相关从业者提供专业参考,同时展示佳宁锻造在该品类上的技术积累与服务能力。
法兰圈锻件广泛应用于石油化工、核电装备、海洋工程、船舶制造及新能源等领域。根据2026年行业市场分析,全球法兰锻件市场规模预计突破120亿美元,其中高性能法兰圈锻件的增量主要来自深海油气开采设备(耐压等级需达15000psi以上)与氢能储运系统(对氢脆敏感材料的纯度要求极高)。在技术趋势层面,行业正从传统自由锻向“近净成形锻造+精密辗环”转型,以减少材料损耗并提升晶粒流线完整性。此外,低温冲击韧性(-46℃及以下)与抗硫化氢应力腐蚀开裂性能成为海外订单的核心门槛。佳宁锻造在设备配置上引入数控辗环机与多向模锻压机,可覆盖外径从200mm至3000mm的法兰圈锻件,满足多种国际标准下的批量与定制需求。

法兰圈锻件的材料选择需综合考虑使用温度、介质腐蚀性、压力等级与连接方式。常见材料包括碳素结构钢(如Q345E、20MnMo)、铬钼合金钢(15CrMo、12Cr1MoV)、不锈钢(304/304L、316/316L、双相不锈钢2205/2507)以及镍基合金(Inconel 625、Monel 400)。2026年随着碳达峰政策深化,低碳当量设计成为新趋势,部分大型项目开始要求锻件碳含量≤0.20%以提升可焊性。佳宁锻造依据ASTM A105(碳钢)、A182(合金钢及不锈钢)以及国内NB/T 47008系列标准,建立了全材料谱系的可追溯数据库,每批原料均进行光谱分析(OES)与晶粒度检测,确保从源头杜绝成分偏析。

在材料选用技巧上,对于中温高压环境(300℃-450℃),推荐使用12Cr1MoV+正火回火处理;对于低温环境(-40℃以下),需采用含Ni量≥3.5%的低合金钢或奥氏体不锈钢,并通过-50℃夏比冲击试验验证。佳宁锻造的技术团队可协助客户在初设阶段进行材料成本与性能的平衡计算,例如用15NiCuMoNb5(WB36)替代传统P11,可将法兰圈锻件的蠕变断裂寿命延长20%以上,同时降低整体材料密度带来的重量劣势。
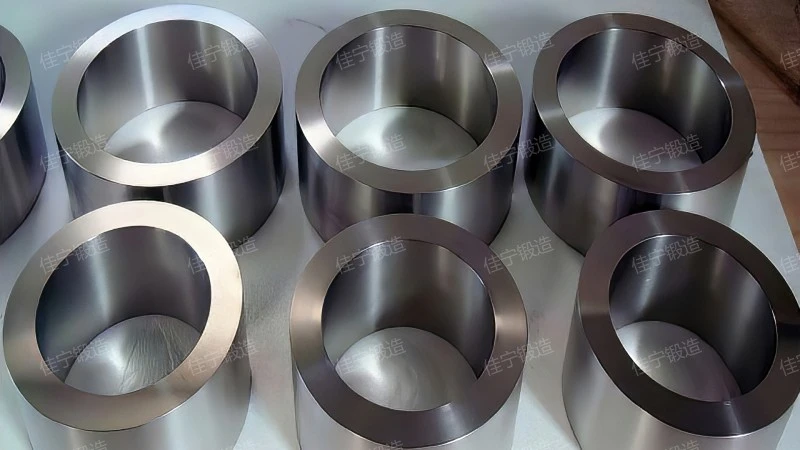
法兰圈锻件生产涉及下料、加热、镦粗、冲孔、扩孔/辗环、热处理、机械加工与表面处理等多道工序。以辗环工艺为例,佳宁锻造采用闭环控制液压辗环机,实时监测环件径向与轴向变形量,确保壁厚公差控制在±1.5%以内。其工艺优势在于:
此外,针对大型法兰圈(外径≥2000mm),佳宁锻造设计了分段整体锻造+火焰加热无缝旋压的复合工艺。以2025年交付的某海上风电导管架过渡段法兰圈为例,通过控制锻造比>3.5,使晶粒流线沿圆周方向连续分布,最终锻件的抗疲劳循环次数较标准提升40%,满足了20年服役期的疲劳寿命要求。
在法兰圈锻件的实际选用中,工程技术人员应重点关注以下参数:
验收环节应核对锻件的力学性能报告,重点关注屈服强度(Rp0.2)、抗拉强度(Rm)、伸长率(A)及断面收缩率(Z)。以ASTM A182 F316L不锈钢法兰圈锻件为例,标准要求Rp0.2≥205MPa,而佳宁锻造通过控温锻造与固溶处理,可将该值稳定在260-290MPa,同时保持奥氏体晶粒度≥7级。项目现场验收时,建议携带便携式光谱仪复核Cr、Ni、Mo含量,避免材料混料事故。
佳宁锻造自成立以来,专注于中高端锻件的定制化生产,法兰圈系列产品年出货量超过1200吨,合作客户涵盖石化EPC总包商、泵阀制造商及海洋工程企业。其专业服务体现在:
如需进一步了解法兰圈锻件的材料选择、工艺优化或采购报价,可与佳宁锻造直接沟通,咨询热线:176 9623 6479,技术团队将提供从图纸审核到交付验收的全周期支持。
法兰圈锻件虽仅为装备中的一个连接件,但其失效往往导致停产、泄漏甚至安全事故。随着行业对“零缺陷”理念的深化,锻件企业需要从材料冶金、锻造变形、热处理相变到机加工精度进行系统控制。佳宁锻造通过持续投资智能锻造装备与检测实验室,已构建起符合ASTM、EN、ISO及国内标准的多层级质控网络。未来,随着氢能储运、超临界CO₂发电等新场景的涌现,法兰圈锻件将在更高压力、更宽温域下展现其可靠性。企业选择锻件供应商时,不应仅关注价格,更应综合评估其在特殊工况下的数据积淀与快速响应能力——这正是佳宁锻造持续践行的价值承诺。
服务热线
微信咨询
回到顶部





