在高端制造业持续向精密化、高可靠性方向迈进的背景下,模具钢轴承锻件作为关键传动与承载零部件,其综合性能直接决定了主机设备的运行寿命、安全裕度与维护成本。轴承锻件并非单一材料的简单成型,而是涉及材料冶金质量、锻造工艺参数、热处理相变控制以及后续精加工的多维系统工程。以佳宁锻造多年深耕锻造领域的实践经验来看,模具钢轴承锻件的性能提升,本质上是对材料纯净度、组织均匀性、硬度与韧性匹配以及疲劳寿命的持续优化。目前,随着2026年国内外风电、新能源汽车、工程机械及精密机床行业对轴承锻件提出更高承载、更长免维护周期的需求,行业内对模具钢轴承锻件的选材、工艺设计及性能评价正从传统的“经验导向”转向“全流程数据驱动”。本文将以模具钢轴承锻件的核心性能指标为主线,结合佳宁锻造在合金钢与模具钢领域的工艺积累,深入剖析影响性能的关键因素,并为终端用户提供具备落地价值的选择与验收参考。
模具钢轴承锻件的性能起点在于材料的化学成分设计与纯净度控制。常用模具钢体系包括GCr15系列、Cr4Mo4V、9Cr18、以及针对重载工况的渗碳钢如20Cr2Ni4A等。不同牌号的材料在淬透性、抗回火稳定性、耐磨性与耐蚀性方面存在显著差异。以GCr15为例,其碳质量分数控制在0.95%~1.05%,铬含量1.30%~1.65%,通过球化退火获得细粒状碳化物,使轴承锻件获得高硬度的同时保留必要的冲击韧性。然而,在高应力、高温或腐蚀环境下,单一高碳铬钢的局限性逐渐显现,此时需要引入含钼、钒、硅等合金元素的模具钢,例如Cr4Mo4V在500℃工作环境下仍能保持HRC58以上的热硬性。从2026年的市场选型趋势来看,终端用户对轴承锻件材料的要求正从“满足标准最低值”转向“基于实际工况的定制化匹配”。佳宁锻造在承接模具钢轴承锻件订单时,会首先与客户沟通载荷谱、转速范围、工作温度与润滑条件,并据此推荐相应的材料牌号与冶炼方式,例如采用电渣重熔工艺以降低氧含量与非金属夹杂物级别,从而从源头保障锻件性能的一致性。

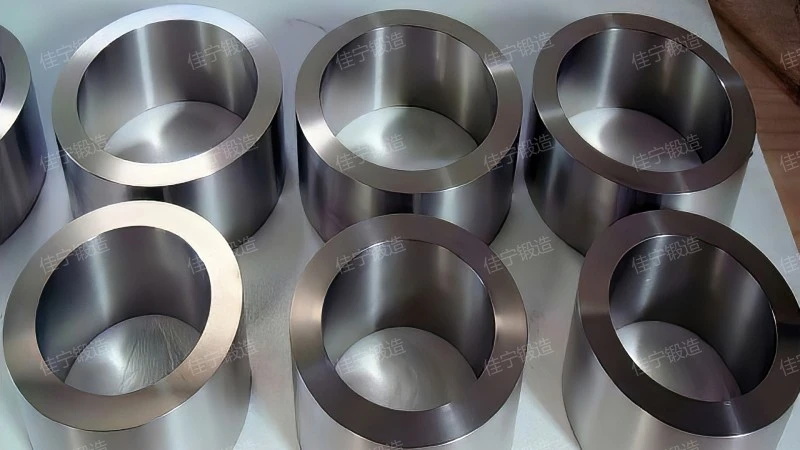
锻造是赋予模具钢轴承锻件基础力学性能的核心工序。热锻过程中的变形温度、应变速率、变形量以及终锻温度,直接影响碳化物的破碎程度、分布状态以及组织的流线方向。轴承锻件的环形或圆柱形结构要求锻造流线沿轮廓连续分布,避免在应力集中区域出现流线切断或折叠缺陷。实际生产中,合理的锻造比通常控制在3~6之间,通过多向镦拔操作使原始铸态组织中的网状碳化物破碎为弥散分布的细小颗粒。佳宁锻造采用精控加热炉与多工位液压锻造设备,对每支坯料的加热温度波动范围控制在±10℃以内,避免因过热导致晶粒粗大或过烧缺陷。同时,在终锻阶段采用控温锻造技术,利用变形诱导相变原理,使奥氏体再结晶晶粒细化至ASTM 7级以上。这种工艺控制手段能够将轴承锻件的纵向与横向力学性能差异缩小到8%以内,显著提升锻件的各向同性。以某型号风电轴承锻件为例,经优化锻造工艺后,锻件的超声波探伤当量缺陷从直径2.0mm降至0.8mm以下,疲劳寿命测试循环次数提高约40%。

模具钢轴承锻件的热处理是决定其最终使用性能的关键环节,尤其是淬火加热温度、冷却介质与回火制度的组合选择。对于高碳铬轴承钢,常规淬火温度区间为830℃~860℃,冷却介质选用快速淬火油或聚合物水溶液,以获得细针状马氏体与残余奥氏体的混合组织。但过度追求高硬度往往导致脆性增大,因此回火工艺需精确平衡。低温回火(150℃~200℃)可获得HRC60以上的硬度,但抗冲击能力较弱;高温回火(250℃~350℃)则使硬度下降至HRC55左右,但韧性与尺寸稳定性显著改善。近年来,深冷处理技术在模具钢轴承锻件中的应用逐渐成熟,将淬火后的锻件降温至-80℃以下,促使残余奥氏体进一步转变为马氏体,可降低残余奥氏体含量至3%以下,从而提升旋转精度与抗接触疲劳能力。佳宁锻造的热处理车间配备有计算机控温的箱式炉与井式炉,配合气氛保护系统减少脱碳层深度。针对渗碳钢轴承锻件,采用分段渗碳工艺,控制表层碳浓度梯度,使有效硬化层深度误差控制在±0.15mm以内。在一项工程机械回转轴承锻件的实际案例中,通过优化淬火加热保温时间与回火次数,锻件的硬度均匀性从HRC ±3提升至HRC ±1.2,接触疲劳寿命提高约30%。
评价模具钢轴承锻件性能的机械参数主要包括硬度、抗拉强度、屈服强度、冲击吸收功以及接触疲劳寿命。以GCr15锻件为例,标准要求硬度在HRC 58~62之间,抗拉强度不低于1700MPa,冲击韧性(夏比V型缺口)不小于5J/cm²。但对于高速或重载工况,用户往往要求更高的韧性余量,此时需采用等温淬火工艺获得贝氏体组织,使冲击韧性提升至12J/cm²以上,同时保持HRC 55以上的硬度。非金属夹杂物级别是影响锻件疲劳寿命的另一核心指标,依据GB/T 18254标准,对硫化物、氧化物、硅酸盐的评级需控制在细系2.0级以下,粗系1.5级以下。超声波探伤与磁粉探伤是出厂前的常规无损检测手段,佳宁锻造对所有模具钢轴承锻件实施100%分档探伤,对于关键部位锻件追加水浸聚焦超声检测,以发现0.5mm以上的内部微小缺陷。拉伸与冲击试样通常从锻件本体纵向或切向切取,且需模拟实际工况的热处理状态。值得一提的是,随着2026年工业云平台的发展,佳宁锻造已将每批次锻件的力学性能数据与工艺参数关联追溯,用户可通过二维码扫描获取完整的生产与检验报告,这一做法显著提升了产品的透明性与客户信任度。
不同应用场景对模具钢轴承锻件的性能要求存在显著差异,选型适配是保证设备可靠运行的前提。在风电主轴轴承领域,轴承锻件需要承受巨大的径向冲击与轴向载荷,同时面临高寒、沙尘等恶劣环境,因此材料首选渗碳钢类模具钢,要求表面硬度高、心部韧性好,并且具备良好的低温冲击性能(-40℃冲击功≥27J)。在精密机床主轴承领域,则对旋转精度与温升控制要求极为苛刻,通常选用Cr4Mo4V或M50等高速钢系模具钢,通过真空热处理获得高硬度与热稳定性,配合特殊的冷处理工艺,使锻件在高速运转下的尺寸变化率小于0.005%。在工程机械支重轮与履带轮轴承中,磨损是主要失效形式,佳宁锻造常推荐采用高碳铬钢配合渗碳氮双渗工艺,将表面硬度提升至HRC 62以上,同时保留具有韧性的心部组织。在新能源汽车驱动电机轴承方面,由于存在电腐蚀风险,需选用含铬、钼且具有良好绝缘涂层适配性的模具钢,同时降低非金属夹杂物含量以减少电蚀起点。佳宁锻造积累了大量跨行业应用数据,能够根据用户提供的工况参数(如载荷谱、转速、温度、润滑介质)快速生成材料‑工艺匹配建议,并通过有限元仿真预判锻件在工作条件下的应力分布与疲劳寿命。
模具钢轴承锻件的性能一致性取决于全流程的质量控制体系,从原材料入厂复验到成品包装,每个环节都需建立可量化的监控指标。佳宁锻造依据ISO 9001及IATF 16949体系要求,对每批原材料进行光谱成分分析、气体含量检测以及低倍组织检验,确保氧含量≤15ppm、硫含量≤0.008%。锻造阶段实施过程能力指数(Cpk)监控,对关键尺寸如内径、外径、高度等设置控制限,应用统计过程控制(SPC)及时预警偏差。热处理过程采用圆盘记录仪与热电偶实时监测温度曲线,并定期进行系统精度校验(TUS与SAT测试)。金相检验是贯穿生产全程的重要手段,包括脱碳层深度测定、碳化物不均匀度评级、晶粒度测定以及断口分析。值得强调的是,佳宁锻造在锻造车间配置了快检实验室,可在锻后15分钟内完成硬度与金相初判,大幅缩短工艺调整周期。在成品阶段,每一件模具钢轴承锻件均经过尺寸精密测量、磁粉探伤及超声波探伤,并留存影像记录。对于出口至欧盟或北美的锻件,还可根据客户要求加做超声波相控阵探伤,检测灵敏度达到φ0.5mm横孔。正是这种层层把关的质控体系,使得佳宁锻造的产品在风电、工程机械及精密机械领域保持了低于0.2%的客诉率。
展望2026年及未来数年,模具钢轴承锻件行业正迎来材料创新与智能制造的双重变革。在材料层面,粉末冶金模具钢因其碳化物超细均匀分布、无偏析的优势,正在逐步替代部分传统铸造‑锻造路线,尤其在高速轴承与航空轴承领域展现出更优的疲劳寿命。同时,含氮不锈钢如X30CrMoN15等新型模具钢开始应用于腐蚀性环境下的轴承锻件,其抗点蚀当量指标显著优于传统9Cr18。在工艺层面,近净成形锻造技术与柔性锻造线的融合,使得复杂异形轴承锻件(如双锥形滚子轴承套圈)可以一次成型,减少后续车削余量,材料利用率提高至85%以上。数字化仿真技术的普及使工程师能够在虚拟环境中完成锻造与热处理的温度‑应力‑组织耦合分析,极大缩短了工艺开发周期。佳宁锻造已投入建设基于工业互联网的智能锻造产线,通过集成MES系统与边缘计算,实现锻件全生命周期的数据采集与工艺参数自优化。这些技术趋势表明,低成本、高效率、高一致性的模具钢轴承锻件供应将成为常态,而对终端用户而言,选择一家具备材料研发能力、工艺仿真实力以及全流程追溯体系的合作伙伴,比单纯比价更重要。佳宁锻造(咨询热线:176 9623 6479)始终专注模具钢及合金钢锻件的研发与生产,以扎实的工艺数据与工程案例为客户提供可靠的性能保障。
服务热线
微信咨询
回到顶部





