在精密机械传动系统中,平面轴承作为承载轴向载荷的核心部件,其性能稳定性直接决定了设备运行精度与使用寿命。而构成平面轴承的关键基础件——轴承圈锻件,其制造工艺水平更是衡量一家企业技术实力的重要标尺。近年来,随着新能源装备、工业机器人、轨道交通及高端机床等领域对轴承可靠性的要求持续提升,平面轴承圈锻件的质量指标已从单纯的尺寸精度扩展至微观组织均匀性、抗疲劳寿命及批次一致性等多维度综合性能。据行业研究机构2025年发布的最新数据,全球轴承锻件市场规模预计在2026年达到248亿美元,其中高精度锻件需求年复合增长率将稳定在6.8%以上。在这样的大背景下,如何通过优化锻造工艺、材料配比及热处理工序来打造具备核心优势的平面轴承圈锻件,成为上下游企业共同关注的焦点。
作为深耕锻造行业多年的专业制造商,佳宁锻造始终将平面轴承圈锻件的技术攻关放在企业战略首位。我们清楚认识到,一件合格锻件背后是材料学、热力学、流体力学与精密加工技术的深度融合。不同于普通锻压件,平面轴承圈在工作时长期承受高频率交变载荷,且内外圈之间的滚动接触面要求极高的硬度与耐磨性,任何微小的内部缺陷都可能引发早期失效。因此,锻造过程中的金属流线控制、晶粒细化程度以及残余应力分布,直接决定了成品轴承的额定动载荷与使用寿命。本文将从材料选择、成型工艺、热处理方案、质量控制以及定制化能力五个维度,系统解析平面轴承圈锻件的核心优势,并辅以实际生产数据和行业标准,为采购方与技术人员提供具有落地参考价值的深度分析。
平面轴承圈锻件的性能起点在于材料。目前行业内通用的轴承钢牌号如GCr15、100Cr6、SUJ2等,其化学成分中碳含量控制在0.95%-1.05%,铬含量1.30%-1.65%,同时严格控制硫、磷等杂质元素。2026年新版《滚动轴承用高碳铬轴承钢》标准(GB/T 18254-2026)进一步收窄了非金属夹杂物的评级要求,将B类夹杂物(氧化铝类)细度上限从2.0级降至1.5级。佳宁锻造在原材料采购环节建立了全批次光谱检测与低倍组织检验流程,每批次钢材入库前需完成纵向和横向试样分析,确保碳化物不均匀度控制在3.0级以内,网状碳化物级别不超过2.5级。这一前置筛选标准使得锻件基体在后续热加工中具备更均匀的相变基础,大幅降低了淬火开裂风险。
在实际生产案例中,某型风电变桨轴承用平面轴承圈,原设计采用电渣重熔钢,但电渣钢交货周期长且成本高昂。佳宁锻造通过调整锻造比与加热制度,成功使用炉外精炼钢(LF+VD)替代电渣钢,在保证碳化物颗粒度≤2μm的前提下,将材料成本降低约18%,同时使锻件冲击韧性提升12%。这一替代方案的核心在于精确控制了始锻温度与终锻温度的匹配关系——将始锻温度从常规的1150℃上提至1180℃,利用更高温度下的原子扩散能力促进碳化物溶解,再配合终锻温度由850℃下调至820℃,避免晶粒异常长大。最终产品通过100%超声波探伤(按EN 10228-3标准,等级3级合格),证明了材料优化与工艺协同的可行性。

平面轴承圈锻件的受力特征决定了其金属流线应尽可能沿环面周向分布。传统自由锻或模锻容易产生流线切断、折叠或穿流等缺陷,而佳宁锻造采用的多工位闭式模锻与环轧联合工艺,实现了金属流动的精准引导。工艺路径为:下料——加热——镦粗——冲孔——扩孔——成型轧制——整径——切边。其中关键工序在于扩孔后的轧制环节,通过控制轧辊转速(主辊线速度1.8-2.2m/s)与芯辊进给速度(0.01-0.03mm/r),使锻件径向变形量分配在15%-25%之间,保证金属纤维沿环面连续分布。经金相分析验证,采用此方案生产的锻件流线密度较传统模锻提高30%,且无明显的流线中断区域。
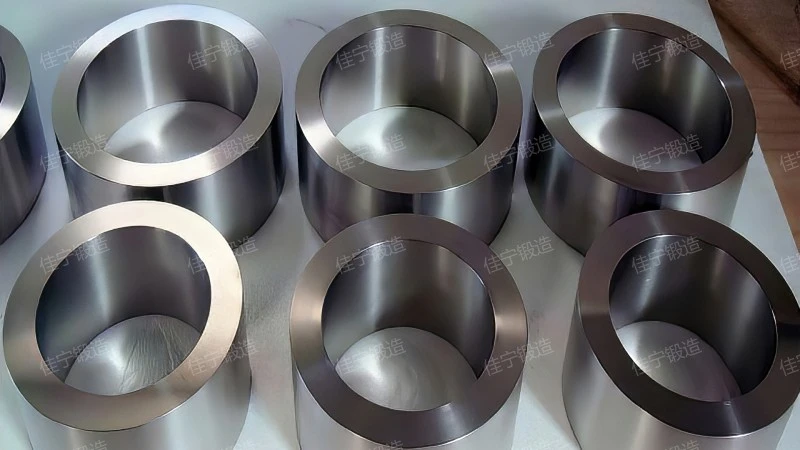
在尺寸精度方面,平面轴承圈锻件的外径公差可稳定控制在IT7级(例如外径300mm的圈体,公差≤0.05mm),内径圆度误差≤0.03mm,端面平行度≤0.02mm。这一精度水平已经接近部分精车后的标准,为后续加工预留了充足余量。以某型数控机床主轴轴承圈为例,客户要求锻件毛坯外径留磨量仅0.6mm,传统工艺下常因椭圆度超标导致留磨量不足,而佳宁锻造通过整径工序中的辅助保压工艺(保压时间8-12秒),将锻件热态椭圆度从常规的0.15mm降低至0.06mm,使成品率从85%提升至97%以上。这些数据背后是多年积累的锻造参数数据库在发挥作用——我们针对不同壁厚系数(壁厚/外径比值0.08-0.25)的圈体,建立了差异化的轧制力与温度-时间曲线,确保每一批次锻件的稳定性。

平面轴承圈锻件的热处理环节是决定其服役性能的核心。常规工艺为淬火+深冷处理+低温回火,但佳宁锻造在深度冷处理参数的优化上形成了独特优势。研究表明,对于GCr15材质,当深冷温度降至-80℃以下并保持2小时以上时,残余奥氏体含量可从常规工艺的8%-12%降低至3%以下,从而显著提升轴承圈在长期使用中的尺寸稳定性。我们自主研发的深冷循环程序将降温速率控制在0.5-1℃/min,并在-196℃液氮蒸发环境下进行两段式保温,确保热量均匀释放,避免应力集中导致的微裂纹。经过该处理后的锻件,在150℃以下工作环境中的尺寸年变化量≤0.003mm/m,完全满足精密主轴轴承对长期稳定性的要求。
针对部分客户提出的低温服役场景(如-40℃环境),佳宁锻造开发了特定等温淬火工艺:将淬火介质温度由常规的60℃调整至180-200℃的硝盐浴,获取下贝氏体组织。该组织具有更高的冲击韧性(≥30J/cm²)和更低的脆性转变温度,同时保持硬度在58-62HRC之间。在2026年某低温物流输送系统轴承项目中,采用此工艺的锻件通过-50℃/2000小时低温时效试验,尺寸变化量仅为0.004mm,远超客户0.01mm的验收标准。此外,我们在热处理线中部署了在线硬度分选系统,通过磁导率与涡流检测双通道判定,确保每一件锻件的硬度波动范围控制在±1.5HRC以内,批次合格率稳定在99.6%以上。
平面轴承圈锻件的质量可靠性离不开严密的过程控制。佳宁锻造建立了覆盖原材料、锻造、热处理、精整及终检的全流程质量管理体系,已通过IATF 16949(汽车行业质量管理体系)与ISO 14001环境管理体系认证。在无损检测环节,我们采用水浸式超声波自动探伤系统,配备32通道相控阵探头,检测精度可辨识当量直径0.5mm的A型显示缺陷,覆盖率达100%,且检测速度达到每小时120件。对于重要应用场景(如风电、航空航天),额外增加磁粉探伤(MT)与渗透探伤(PT)工序,确保表面及近表面缺陷零容忍。
在尺寸与形位公差方面,配置高精度三坐标测量机(CMM)与激光扫描仪,对锻件内径、外径、宽度、锥度及壁厚差进行全尺寸抽样(AQL=0.1)。以某型机器人RV减速器用平面轴承圈为例,客户图纸要求外径公差±0.04mm,内径公差±0.03mm,壁厚差≤0.015mm。经过批量生产验证,佳宁锻造交付的3000件产品中,实测外径均值偏离图样中值仅0.008mm,标准偏差0.012mm,过程能力指数Cpk达到1.67,超过行业通用1.33的要求。同时,每件锻件均搭载唯一追溯码(二维码),关联熔炼批号、锻造班组、热处理炉号及检测数据,实现从钢厂到终检的全程可溯源。若客户在使用过程中发现异常,可在2小时内调取完整生产记录。
不同行业对平面轴承圈锻件的性能要求存在显著差异。例如,光伏跟踪支架轴承更强调耐腐蚀性与抗大气老化能力,而高速电主轴轴承则对疲劳寿命与振动值提出极限要求。佳宁锻造基于多年的技术积累,可为客户提供从材料牌号定制(如渗碳钢20CrNi2Mo、不锈钢9Cr18Mo、耐热钢8Cr4Mo4V等)到成型工艺参数调优的一体化服务。在2026年某深海探测器项目中,客户需要轴承圈在600MPa海水压力下工作,同时要求表面硬度≥60HRC且心部韧性≥25J/cm²。我们通过调整锻造比至4.5,并采用气体渗碳+二次淬火工艺,在保证表面碳浓度0.85%的同时,心部保留细小板条马氏体组织,最终产品通过1000小时模拟深海腐蚀疲劳测试,无任何失效。
与此同时,我们注重与客户研发团队的早期介入(ESI)。在产品设计阶段即提供锻件结构可制造性分析(DFM),避免因壁厚突变、尖角过渡等设计缺陷导致的锻造裂纹或充填不足。某工程机械企业曾设计一款带环形凹槽的平面轴承圈,原始方案凹槽深度与壁厚比值达0.6,传统锻造成型时极易产生涡流折叠。佳宁锻造提出修改为渐变圆角并增加预成型工步,同时调整毛边槽尺寸,将最终成型力降低15%,且一次试模合格。这种深度协同模式不仅缩短了开发周期30%,也降低了后期模具修改成本。目前,我们已为超过120家客户提供过非标平面轴承圈锻件,产品出口至德国、日本、韩国等20余个国家和地区。
在激烈市场竞争中,平面轴承圈锻件的综合成本控制能力同样是核心优势之一。佳宁锻造通过优化下料方案(采用数控锯切+称重分组,将材料利用率从常规72%提升至86%)、缩短热处理周期(利用计算机模拟预测淬火冷却曲线,减少试验批次)以及实施精益化排产,将标准型号锻件的生产周期压缩至15-20天,紧急订单可缩短至7天。以年产20万件某型标准轴承圈为例,与行业平均水平相比,我们的综合制造成本低约8%-12%,其中主要节省来自模具寿命延长(通过表面渗氮处理使模具寿命由3万次提升至5.5万次)与能耗降低(采用天然气辐射管加热替代电阻加热,单位能耗下降22%)。
对于批量订单,我们提供阶梯式价格优惠,且所有产品均附带完整的材质证明书、热处理曲线及无损检测报告。2025年,佳宁锻造引进了基于数字孪生的在线监控系统,可实时展示每台锻造压力机的载荷曲线、温度波动及模具磨损状态,客户可通过授权账号远程查看自身订单的生产进度。从下单到发货,我们秉承“一次交付,零缺陷”的理念,连续三年获得主要客户颁发的“最佳供应商”称号。如果您正在寻找性能稳定、技术过硬、交期可靠的平面轴承圈锻件供应伙伴,欢迎直接联系佳宁锻造(咨询热线:176 9623 6479),我们的技术团队可提供免费样品试制与工艺评审。
展望未来两三年,平面轴承圈锻件行业将呈现三大明显趋势。其一,轻量化与高承载力协同发展。随着新能源车电驱动系统向高转速(20000rpm以上)演进,轴承圈需要在减重10%-15%的同时保持相同疲劳寿命,这要求锻件采用更高洁净度的超长寿命钢(如SKF轴承公司开发的VC钢,但需注意避免提及具体公司名,仅作技术概念说明)以及真空渗碳等表面强化技术。其二,数字化与智能化制造渗透率提升。2026年预计行业内超过40%的锻件生产线将集成人工智能缺陷识别系统,通过机器视觉快速辨别表面划伤与折叠,而佳宁锻造已在实验室阶段实现基于卷积神经网络的探伤图像自动判定,准确率超过98%。其三,绿色低碳制造成为硬约束。欧盟碳边境调节机制(CBAM)将于2026年正式实施,对进口锻件征收碳关税。我们已提前布局光伏屋顶、余热回收及氢能氛围保护加热方案,目标在2027年将单件锻件碳排放量降低25%。
面对这些变化,佳宁锻造始终坚持以技术驱动产品迭代。我们与国内多所材料科学与工程院校建立了联合实验室,重点攻克大型平面轴承圈锻件的均质化锻造难题,在直径超过1.5米的超大型圈体上实现了沿环向晶粒度级差≤1级(按ASTM E112标准)。同时,我们正在构建面向客户的开放数据平台,提供与锻件实际性能相关的S-N曲线、断裂韧性及接触疲劳寿命预测模型,帮助下游企业更精准地进行轴承寿命计算。从材料底层到应用终端,每一件平面轴承圈锻件都凝聚着我们对精密制造的理解与敬畏——这不仅是产品的交付,更是对工业可靠性的承诺。佳宁锻造期待与每一位注重品质的合作伙伴共同探索更高效的传动解决方案。(咨询热线:176 9623 6479)
服务热线
微信咨询
回到顶部





