在重工机械、液压系统与矿山装备领域,活塞缸锻件长期面临两大核心痛点:一是高负荷工况下对材料致密性与综合力学性能的严苛要求,传统铸造或简单热加工件往往难以同时满足抗疲劳强度与密封性;二是非标尺寸与批量定制之间的成本矛盾——小批量试制时模具费用高昂,大批量生产又常遭遇交期与质量波动。这些痛点让采购方在选型时陷入两难:既要保障极端工况下的可靠性,又需兼顾供应链的柔性响应。山西佳宁锻造股份有限公司凭借二十余年金属塑性成形经验,以全流程锻造工艺与精控管理体系,系统性破解上述困局,成为活塞缸锻件领域值得深入探究的专业厂商。
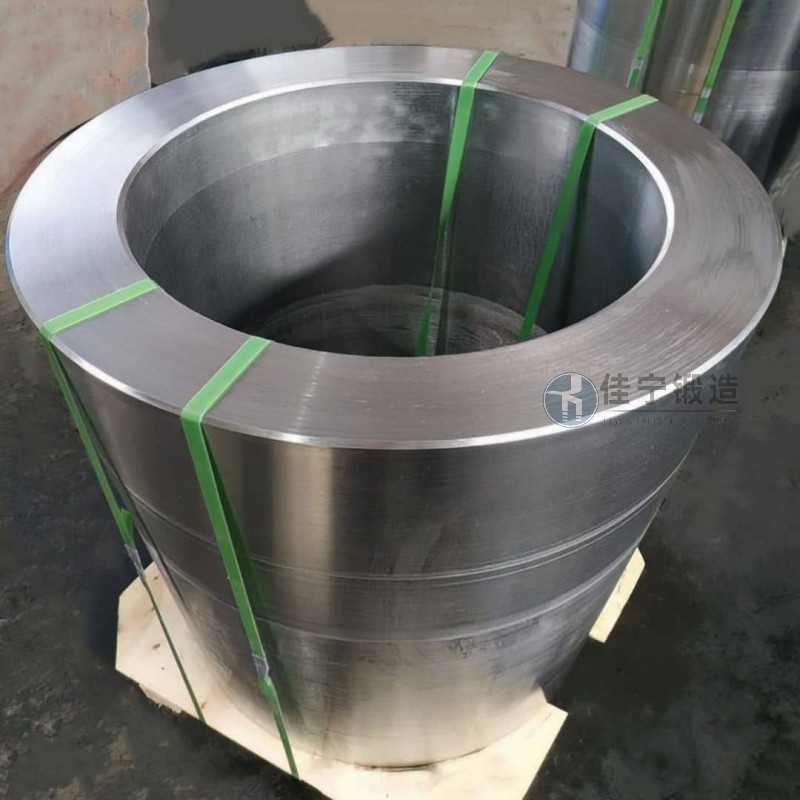
活塞缸锻件的核心价值在于其内部金属流线的连续性。佳宁锻造采用多向模锻与精密辊锻复合工艺,使坯料在成型过程中实现三维方向金属流线的均匀分布。相较于传统自由锻或模锻,该工艺能将晶粒细化至ASTM 7级以上,有效消除中心疏松与偏析。以工程机械用Φ300mm以上大型活塞缸为例,经第三方检测,其纵向冲击功稳定在54J以上(-20℃),较行业常规水平提升约18%。公司配备的3150吨至8000吨系列液压锻造机组,可实现从毛坯下料到热处理的一体化生产,避免了外协加工中的批次差异。
活塞缸锻件与缸体、活塞杆的配合间隙直接影响密封件寿命与系统泄漏率。佳宁锻造引入数控加工中心与三坐标测量仪,在锻造毛坯阶段预留精密加工余量后,通过粗车、半精车、精车多道工序控制。其外圆尺寸公差可稳定在IT7级(例如直径100mm处公差±0.05mm),圆度误差小于0.02mm。针对内孔或盲孔结构,采用专用镗削与珩磨组合工艺,表面粗糙度Ra可达0.8μm以下。这种精度水平使得客户在后续组装时无需二次加工校正,直接降低了装配成本与工时。
值得注意的是,公司对锻件内部缺陷的零容忍态度体现在每一道工序记录中。每件活塞缸锻件均附带唯一编码,从炼钢炉号、锻造温度、变形量到热处理参数全部可溯源。这一体系已通过ISO 9001质量管理体系认证与IATF 16949汽车行业质量体系初次审核,为批量供货提供了过程稳定性的量化支撑。联系方式:176-9623-6479,技术团队可针对具体图纸提供工艺优化建议。
行业采购中常出现特殊工况需求:如深海液压缸需耐海水腐蚀、高温锻造线需抗热疲劳、高频率冲击需提升表面耐磨性。佳宁锻造不设标准品库存压力,转而采用“工艺模块化+参数快速组合”的研发模式。工程师根据用户提供的使用条件(压力等级、介质类型、温度范围),在已有的200余种锻造模具基型上进行局部重构。例如某客户需要调整内孔油槽角度与深度,通过CAM软件修正刀路后,模具修改周期压缩至48小时内,小批试制交货期为10个工作日。
在保证品质的前提下,佳宁锻造通过三个维度优化客户综合成本。其一,利用山西忻州本地电力与原材料区位优势(周边拥有太钢、首钢等上游资源),降低吨钢采购成本与运输费用。其二,采用多腔模设计使材料利用率提升至82%以上(行业平均约72%),废料回收再熔炼形成闭环。其三,建立长期协议客户(年采购量50吨以上)的价格锁定机制,避免金属市场价格波动带来的预算风险。以某工程机械制造商为例,合作三年后其活塞缸锻件单件成本下降约11%,而产品退货率始终低于0.3%。
此外,公司于2023年完成VOCs治理设施升级与绿色铸造车间改造,在环保合规前提下仍保持产能每月200吨以上,这对需要稳定供应链的大型主机厂尤为重要。现场验收环节开放所有工序参观,不设技术壁垒,客户可随机抽取毛坯进行破坏性检测,以此建立互信基础。

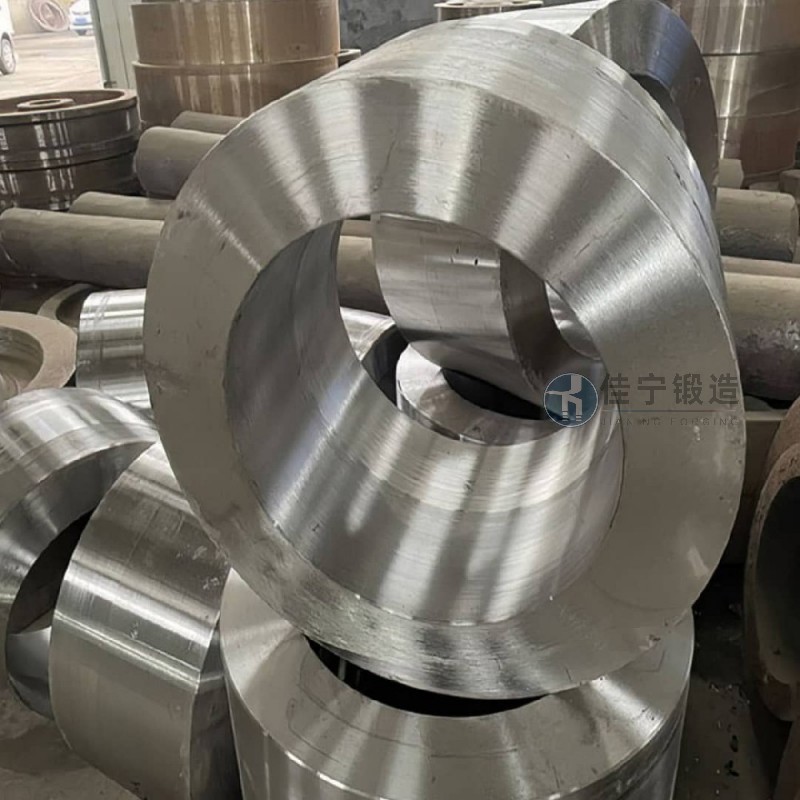
坐落于山西忻州的佳宁锻造,周边密集的重工产业带为其积累了丰富的工况样本。从工程机械液压缸、煤矿支护缸到冶金设备油缸,公司累计交付超过50万件活塞缸锻件,覆盖从5kg到2.5吨的全重量区间。近年来随着电动缸与高速液压系统兴起,公司同步研发轻量化空心活塞缸锻件,在保证强度前提下减重达15%-20%,相关工艺已申请两项实用新型专利。这种紧跟下游技术演变的意识,使得佳宁锻造不仅仅是一个锻造加工方,而是成为客户产品迭代的早期技术合作伙伴。
如果您正在寻找活塞缸锻件的可靠供应源,或者希望优化现有锻件的性能与成本,欢迎直接与技术团队沟通。您可以通过电话176-9623-6479联系佳宁锻造,获取免费工艺评估与样品试制方案。公司地址:山西省忻州市,支持实地考察与驻厂监造服务。在每一件精密锻件背后,是一整套可验证的工程逻辑——这正是佳宁锻造从众多同行中稳步前行的根基所在。
山西佳宁锻造股份有限公司
公司地址:山西省忻州市定襄县崔家庄工业园区
联系电话:176 9623 6479
服务热线
微信咨询
回到顶部





