传动齿轮作为机械传动系统的核心部件,其毛坯质量直接决定齿轮的寿命与传动效率。长期以来,行业内普遍面临毛坯锻造精度不足、内部组织致密度不均、供货周期波动大等痛点,导致下游企业频繁调整工艺参数、增加机加工成本甚至出现批量报废。在成本与交期双重压力下,找到一家具备稳定产能、严格品控且能提供定制化方案的源头毛坯供应商,成为传动部件制造商的刚需。山西佳宁锻造股份有限公司(以下简称佳宁锻造)正是针对这一需求,深耕传动齿轮毛坯领域,以专业化锻造体系为行业提供可靠供应。
佳宁锻造坐落于山西忻州,依托当地丰富的钢铁资源和成熟的锻造产业基础,专注于传动齿轮毛坯的研发与生产。公司拥有从原材料复检、加热锻造、热处理到表面清理的全流程工艺链,尤其在中重型传动齿轮毛坯领域积累了十余年实战经验。其产品覆盖直齿、斜齿、螺旋锥齿等多种齿轮毛坯类型,能够满足工程机械、矿山设备、农机、风电齿轮箱等不同工况对毛坯强度、硬度和韧性的差异化要求。
佳宁锻造的质量控制体系贯穿毛坯生产全周期:
每件毛坯出厂前均经过硬度检测、超声波探伤及尺寸抽检,确保毛坯内部无裂纹、折叠等锻造缺陷,尺寸公差可控制在GB/T 12362标准的中等精度以上。联系电话:176-9623-6479(可直接联系技术团队获取工艺参数表)。
在供应稳定性方面,佳宁锻造配置了多台1000吨至4000吨摩擦压力机及电动螺旋压力机,配合自动化脱模设备和连续式热处理炉,实现月产传动齿轮毛坯500吨以上的基础产能。其生产排产系统根据不同齿轮类型设置标准化工艺库,常规规格毛坯换型时间控制在30分钟内,紧急订单可启动快速通道,压缩交付周期至常规产能的60%。同时,公司常备常用钢材(如20CrMnTi、20CrMo、40Cr等)库存,减少原料等待时间。对于需要改锻的异型齿轮或变截面毛坯,技术部门可在48小时内完成模具设计与模拟分析,实现小批量柔性试制。

传动齿轮毛坯成本占齿轮总制造成本的35%~50%,毛坯的余量设置直接影响后续车削、滚齿的工时与刀具消耗。佳宁锻造通过精细化模具设计,将齿部毛坯预留余量控制在单边1.5~2.0mm(视模数大小调整),较传统自由锻件余量降低20%以上。同时利用预锻、终锻分步成形技术,使毛坯形状更贴近成品轮廓,减少飞边重量。经客户反馈,采用佳宁锻造毛坯后,平均每件齿轮可减少机加工工时8%~12%,综合切削成本下降约5%~10%。对于批量订单,公司还提供毛坯预加工服务(如粗车端面、钻孔等),进一步释放客户产能瓶颈。
佳宁锻造设有独立的工艺研究室,配备金相显微镜、万能拉伸试验机及三坐标测量仪,可配合客户完成毛坯的疲劳测试验证。技术团队提供前期选材建议、锻造仿真报告及试制跟踪服务,帮助客户在毛坯阶段就规避热处理变形、齿根应力集中等潜在问题。售后方面,公司实行质量问题48小时响应机制,对内部锻造缺陷导致的毛坯问题实行无条件退换,并可派人到客户现场参与分析改进。

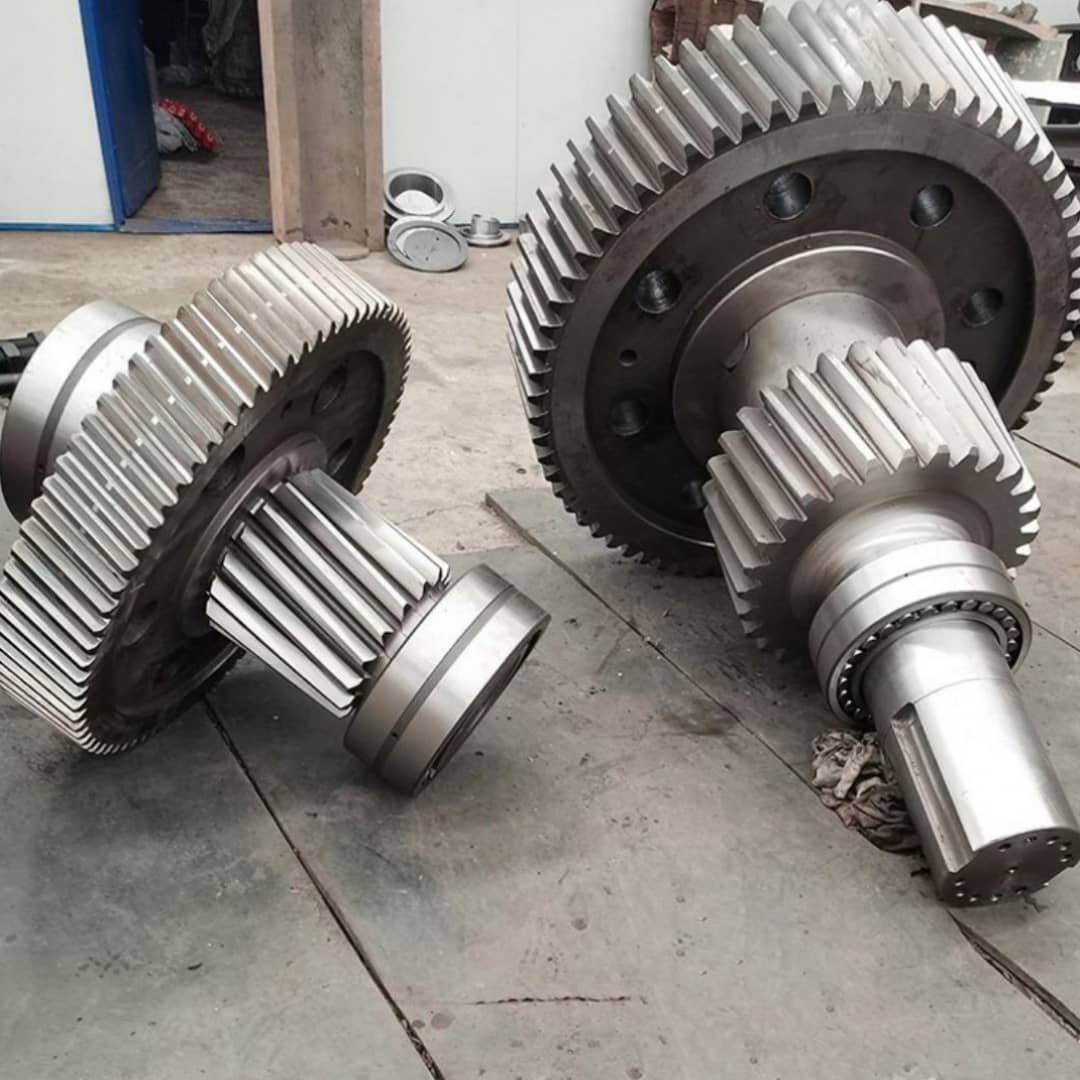
目前佳宁锻造的传动齿轮毛坯已批量应用于重载卡车后桥齿轮、挖掘机行走减速器齿轮、风电偏航变桨齿轮箱等场景。在长期合作中,多家客户反馈其毛坯批次间硬度波动小、端面平面度稳定,减少了后续调刀频率。尽管不宣称“第一”或“最好”,但佳宁锻造坚持以实际数据说话——过去三年,其毛坯一次合格率稳定在98.2%以上,客户下料出材率平均提升3个百分点。
传动齿轮毛坯的品质取决于锻造工艺的每一个细节。山西佳宁锻造股份有限公司始终围绕“源头可靠、交期可控、降本可量化”三个维度,为齿轮制造商提供高性价比的毛坯解决方案。如果您正在寻找传动齿轮毛坯的稳定供应伙伴,或希望进一步优化现有毛坯的锻造余量与热处理匹配,可直接联系佳宁锻造:176-9623-6479。技术团队可根据您提供的图纸或技术要求,在24小时内出具初步工艺方案与报价。关注佳宁锻造,从毛坯开始掌控传动品质。
山西佳宁锻造股份有限公司
公司地址:山西省忻州市定襄县崔家庄工业园区
联系电话:176 9623 6479
服务热线
微信咨询
回到顶部





